PROCESS: Casting
The origins of the lost-wax process of metal casting, called cire perdue, are lost in the mythologies of the Bronze Age, in the Far East, as well as in Europe, Africa, and pre-Columbian America. Earliest records show the process to be over four thousand years old. Art bronzes today are cast using the very same process as that of ancient times. Technologically, the materials have improved, but the process remains the same. The high cost of a bronze sculpture is due to the many hours of hands-on-labor involved. Once the artist completes the clay sculpture, the entire process in the foundry takes from six weeks to four months to produce a single bronze.
Model-making
The process begins with an artist creating an original sculpture. Typically, wax and oil-based clay are preferred and the clay sculpture is considered the "first positive"...
Model-making
The process begins with an artist creating an original sculpture. Typically, wax and oil-based clay are preferred and the clay sculpture is considered the "first positive"...
Steps
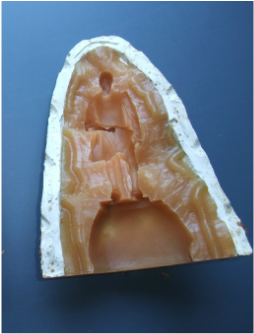
1. Mold making
A mold is made of the original sculpture. The rigid outer molds contain the softer inner mold, which is the exact negative of the original. Inner molds are usually made of latex, polyurethane rubber or silicone, which is supported by the outer mold. The outer mold can be made from plaster, but can also be made of fiberglass or other materials. Most molds are at least two pieces, and a shim with keys is placed between the two halves during construction so that the mold can be put back together accurately. 2. Wax Molten wax is poured into the mold and then poured out evenly coating the interior walls of the mold. About three coats of wax will make a hollow wax replica of the original sculpture with a consistent 1/8" thickness. 3. Removal of Wax After cooling, this hollow wax replica is removed from the mold. This wax replica is the second positive in the process. 4. Chasing Each hollow wax copy is then "chased": a heated metal tool is used to rub out the marks that show the parting line or flashing where the pieces of the mold came together. The wax is dressed to hide any imperfections. The wax now looks like the finished piece. Any surface imperfections are corrected. For each sculpture to be cast in the edition, separate wax replicas need to be made. 5. Spruing The wax replica is now sprued and gated with a treelike structure of wax rods that will eventually provide paths for molten casting material to flow and air to escape. The carefully planned spruing usually begins at the top with a wax "cup," which is attached by wax cylinders to various points on the wax copy. This engineering process is to prepare the piece for the bronze pour. 6. Slurry Now an investment, or “ceramic shell”, is applied to each wax by dipping it into a heat resistant liquid, or “slurry”, and then coating it with a heat resistant sand or “stucco”. This shell is allowed to dry, and the process is repeated until at least a half-inch coating covers the entire piece. The bigger the piece, the thicker the shell needs to be. Only the inside of the cup is not coated, and the cup's flattop serves as the base upon which the piece stands during this process. This ceramic shell over the wax replica has created the second negative. 7. Burnout
The ceramic shell-coated piece is placed cup-down in a kiln at 1800 degrees, whose heat hardens the silica coatings into a shell, and the wax melts and runs out. Thus the term “lost wax”. Now all that remains of the original artwork is the negative space, formerly occupied by the wax, inside the hardened ceramic shell. The feeder and vent tubes and cup are also hollow. 8. Testing The ceramic shell is allowed to cool, then is tested to see if water will flow through the feeder and vent tubes as necessary. 9. Pouring The shell is reheated in the kiln to harden the patches and remove all traces of moisture, and then placed cup-upwards into a sand pit. Molten bronze is heated to 2200 degrees in a crucible in a furnace, and then poured carefully into the cup and down through the sprues into the cavities of the shell. If the shell were not hot, the temperature difference would shatter it. The bronze filled shells are then allowed to cool and the last positive is created. 10. Release The shell is broken away revealing the bronze casting. 11. Metal-chasing Just as the wax copies were chased, the casting is worked until the telltale signs of the casting process are removed. The sprues are cut off, the surface ground, and the sculpture is sandblasted. After reworking, the casting now looks like the original model. 12. Patina The final step is coloring the bronze. The ancient Asians would bury their bronzes to naturally oxidize them, sometimes for years. The coloring is called the "patina". Today the oxidation and coloring can take place within hours. The "patina" is applied by brushing or spraying various chemicals onto the metal with or without heat. Different chemicals are used to create a variety of colors. "Labor" is typically expressed as the hours invested in a particular task. An expression I like says, how much "life" went into something. To me, this is the " head, heart, and hands", or "human" presence that sets this kind of work apart from others. Each bronze is unique because of it. |

My Clay Sculpture

Applying Patina
|